Публікації гуртківців
ЗАХИСТ БЛОКУ ЦИЛІНДРІВ ДВИГУНІВ ВІД КАВІТАЦІЇ
Вакуленко О.А. - студент 1 курсу магістратури факультету конструювання та дизайну
Науковий керівник – Сиволапов В.А., ст.викл.
При тривалій експлуатації дизелів ЯМЗ раніше спостерігалися значні кавітаційні руйнування поверхонь гільз і блоку циліндрів з утворенням виїмок глибиною до 3 мм. В результаті цього рідина з системи охолодження потрапляла в картер двигуна. Однією з причин кавітаційних руйнувань гільз і блоків циліндрів є коливання гільз, порушувані циклічним навантаженням, що діє на поршні, і особливо динамічним імпульсом при «перекладанні» поршня в гільзі. Коливання гільз призводять до порушення нестаціонарних течій охолоджуючої рідини в зоні сполучення гільзи і блоку циліндрів з розвитком кавітаційних процесів, в результаті яких блок і гільзи циліндрів руйнуються.
Для відпрацювання конструкції вузла з антикавітаційним захистом блоку циліндрів в зоні нижнього посадочного пояска і визначення ефективності цієї конструкції була потрібна розробка спеціальної методики форсованих випробувань. За результатами цих випробувань був обраний спосіб антикавітаційного захисту блоку циліндрів в нижньому посадковому поясі - установка антикавітаційних гумових кілець. При оцінці варіантів кавітаційного захисту враховувалися такі фактори, як ефективність захисту від кавітації, технологічність конструкції, простота складання та розбирання, взаємозамінність гільз циліндрів на раніше випущених дизелях. Були проведені порівняльні дослідження трьох варіантів антикавітаційних кілець.
Перший варіант - в якості антикавітаційного кільця застосовувалося серійне кільце ущільнювача круглого перетину. Для установки цього кільця на гільзу і гільзи з кільцем в блок потрібна додаткова обробка гільзи і блоку (рис. 1, а). В результаті форсованих випробувань антикавітаційні кільця даного виду частково або повністю руйнувалися, охолоджуюча рідина з сорочки блоку і гільзи проникала в зону кілець ущільнювачів, викликаючи прогресуючі кавітаційні руйнування.
Другий варіант - плоске гумове кільце з натягом надягали на гільзу, а потім гільзу з кільцем встановлювали в виточку блоку (рис. 1, б). Складання при цьому зручне, але утруднений демонтаж гільзи з блоку циліндрів в разі розбухання гуми.
Третій варіант - антикавітаційне кільце поміщали в розточення блоку, а контактну поверхню гільзи робили конічною (рис. 1, в). Даний варіант виявився невдалим в технологічному відношенні. При монтажі гільзи кільце зміщувалося щодо розточування в блоці. Однак ефективність захисту від кавітації була задовільною.

Рис. 1. Варіанти антикавітаційного захисту нижнього пояска блоку циліндрів
Оптимальним виявився другий варіант після введення деяких змін. Була поглиблена виточка під кільце на гільзі, тому блок не треба було додатково обробляти. Для кращого захисту гільз і блоку від кавітації був визначений оптимальний натяг в сполученні гільза-кільце-блок. Плоске гумове кільце відповідної конструкції, що встановлюється на гільзу циліндрів з оптимальним натягом було впроваджено у виробництво.
ПОШКОДЖЕННЯ ГІЛЬЗ ЦИЛІНДРІВ ПРИ ЕКСПЛУАТАЦІЇ (КАВІТАЦІЯ) І МОНТАЖІ (НАДЛОМ БУРТУ)
Ігнатенко М.О. - студент 3курсу факультету конструювання та дизайну
Наукові керівники –Хмельовська С.З., ас., Сиволапов В.А., ст.викл.
Раковини на зовнішній стінці гільз циліндрів (кавітація).
СИМПТОМИ. На зовнішніх ділянках гільз циліндрів мокрого типу в області водяної сорочки є поглиблення або отвори (кавітація, рис. 1.). Однак здебільшого вони видимі тільки з боку найбільшого бічного навантаження, та / або з протилежного боку у верхній або нижній мертвій точці поршня.
ПРИЧИНИ. Кавітаційні пошкодження виникають внаслідок коливань гільзи циліндра. Такі коливання можуть з'являтися на стінці циліндра при зміні робочих циклів поршня у верхній і нижній мертвих точках та передаватися на зовнішню водяну сорочку. При відповідному русі стінки циліндра під час фази коливання виникає короткочасний вакуум, що веде до утворення у воді бульбашок пари. Зворотне коливання водяного фронту викликає схлопування бульбашок пари, причому вода, що повертається розбивається об гільзу циліндра і викликає ерозію металу. Наступні моменти сприяють розвитку кавітації:
■ В охолоджуючій рідини знаходиться недостатньо антифризу, що скорочує утворення бульбашок.
■ Система охолодження, наприклад, кришка радіатора негерметична. Внаслідок цього в системі охолодження не створюється необхідний тиск, що також призводить до посиленого утворення бульбашок.
■ Гільза циліндра має в картері занадто великий люфт. Тим самим не здійснюється достатнього гасіння коливань, причиною яких є зміна робочих циклів поршня.
■ В системі використовується невідповідна охолоджуюча рідина (наприклад, з вмістом кислоти і т.п.).
■ Двигун має занадто низький температурний рівень. Внаслідок цього занадто низьким є і рівень тиску охолоджуючої рідини, що сприяє утворенню бульбашок. При цьому і поршень не досягає своєї робочої температури, має збільшений зазор і надмірно жорстку зміну робочих циклів. Занадто низький температурний рівень може мати наступні причини:
- Термостат або термовиключатель несправний.
- Вязкістна муфта вентилятора несправна, тобто вентилятор працює постійно.
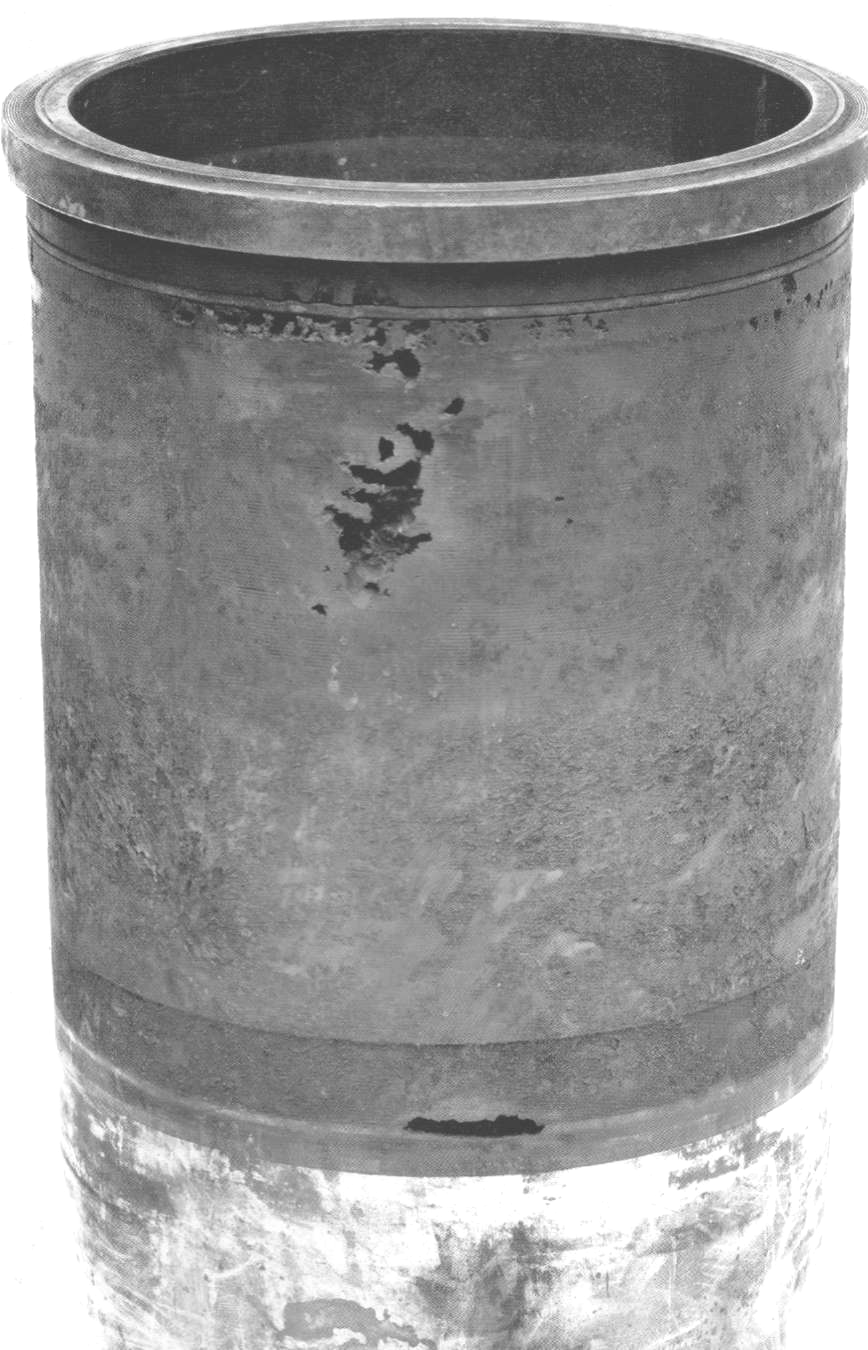

Рис. 1. Гільза циліндра з кавітаційними ушкодженнями. Зйомка крупним планом гільзи циліндра з гострими краями і отворами, що розширюються всередину.
УСУНЕННЯ ДЕФЕКТУ, ПРОФІЛАКТИКА
■ Необхідно обов'язково перевірити систему охолодження (кришку радіатора, шланги, хомути) на герметичність.
■ Слід залити достатню кількість антифризу з антикорозійними властивостями.
■ Потрібно перевірити правильність роботи компонентів системи охолодження (термостат, вентилятор, термовиключатель).
Злам бурту гільзи циліндра.
СИМПТОМИ
■ Гільза циліндра має надломи під бурти. Кут надлому становить близько 30 градусів (рис. 1).
■ Помітна груба структура надлому.
ПРИЧИНИ. Ініціатором такого статичного надлому виступає вигинаючий момент на опорній поверхні бурту. Такий вигинаючий момент може мати наступні причини:
Між гільзою циліндра і опорою бурту знаходяться сторонні предмети (наприклад, бруд, залишки прокладок, стружка і т.п.) (рис. 2. а).
Місце контакту опори бурту не має фаски (рис. 2. б).
Опора бурту має перекіс (рис. 2. в).
Використовувана прокладка головки циліндра занадто велика (рис. 2. г).
Ділянка вогнезахисної кромки на голівці циліндра не очищений або піддавався доведенню (рис. 2. а). (рис. 2. д).
Внаслідок занадто великого зазору гільза циліндра сидить занадто вільно, що тягне за собою сильні ударні імпульси.


Рис. 1. Надлом бурту гільзи циліндра. Злам з грубою структурою і кутом приблизно 30 градусів

Рис. 2. Схема виникнення вигинаючого моменту, що призводить до надломубурту гільзи циліндра
УСУНЕННЯ ДЕФЕКТУ, ПРОФІЛАКТИКА.
■ Необхідно стежити за чистотою обробки ділянки бурту в блоці циліндрів.
■ Слід контролювати штатне місце гільзи циліндра на предмет необхідної площинності і ортогональності.
■ Після обробки бурту потрібно створювати фаску.
■ Дозволяється використовувати тільки ті прокладки, які передбачені для даного типу двигуна.
АНАЛІЗ МЕТОДІВ ВІДНОВЛЕННЯ ГІЛЬЗ ЦИЛИНДРОВ ДВИГУНІВ
ВНУТРІШНЬОГО ЗГОРЯННЯ
ВНУТРІШНЬОГО ЗГОРЯННЯ
Очеретяний В.С. - студент 4 курсу механіко-технологічного факультету
Науковий керівник – Сиволапов В.А., ст.викл.
Усередині блоку циліндра двигуна внутрішнього згоряння і на ньому розташовуються основні механізми і деталі систем двигуна. Поверхня блоку циліндрів використовується як робоча поверхня тільки в деяких автомобільних і тракторних двигунах з невеликим діаметром циліндра. У сучасних двигунах рідинного охолодження циліндр виконується у вигляді мокрої гільзи, яка омивається зовні охолоджувальною рідиною, або у вигляді сухої гільзи, встановленої по всій довжині циліндра, де спостерігається максимальний знос.
Гільза займає особливе місце, як за своїм призначенням, так і по висунутим до неї вимогам. Такий показник, як міцність, не достатній для тривалої і надійної роботи двигуна. Сухі гільзи товщиною від 2 до 4 мм (рисунок 1, в, г) встановлюють з натягом 0,03…0,06 мм. В автомобільних і тракторних дизельних двигунах застосовують мокрі гільзи, що відливаються з чавуну, з верхнім опорним фланцем (рисунок 1, а, б).
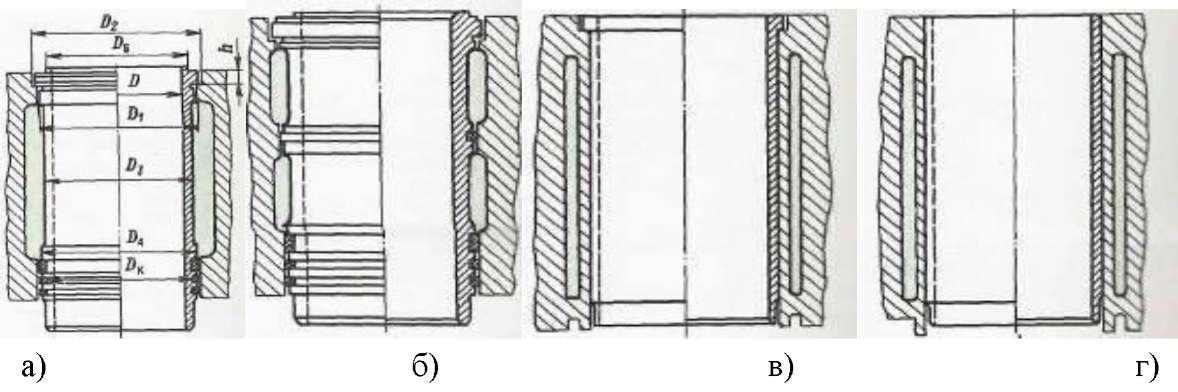
Рисунок 1. Гільзи блоку циліндрів, а, б - мокрі; в, г – сухі.
Гільзи в блоці циліндрів встановлюють таким чином, щоб охолоджуюча рідина не змогла проникнути в них і в піддон, а гази не проривалися з циліндра.
Дефекти гільз і основні причини їх виникнення.
1. Знос внутрішньої поверхні гільз циліндрів ДВС.
При роботі двигуна внутрішнього згоряння у верхній частині циліндрів відбувається згорання робочої суміші, охолоджуюча рідина, пари води і масла конденсуються на стінках циліндрів. Відбувається процес окислення з утворенням кислоти, яка викликає корозію циліндрів, руйнує масляну плівку і збільшує знос циліндрів і поршневих кілець. Для збільшення терміну зносостійкості циліндрів в двигунах застосовують вставки, виготовлені з корозійностійкого чавуну.
У верхній частині дзеркала циліндра механічне зношування більше, ніж у нижній. Робоча суміш, що згорає, підвищує тиск гарячих газів. Перше компресійне кільце максимально притискається до дзеркала циліндра. Поршень зупиняється, масляна плівка, що утворилася, згорає, і перше поршневе кільце стикається з дзеркалом циліндра.
2. Кавітаційне зношування.
У дизельних двигунах виникає вібрація гільз циліндрів, яка утворюється при переміщенні поршня від однієї сторони циліндра до іншої. Між поршнем і дзеркалом циліндра є зазор, тому при переміщенні поршня відбувається удар. Вібрація циліндра призводить до кавітаційного зношування.
Зовнішня поверхня гільз циліндра і частина блоку циліндра, де замикаються кавітаційні бульбашки, піддаються руйнуванню. Для уникнення цього виду руйнувань в гільзах двигунів (ЯМЗ-236 і ЯМЗ-238) роблять канавку, в яку вставляють антікавітаційне кільце прямокутного перерізу.
3. Злам бурту гільзи.
У блоці циліндрів є округле заглиблення, яке називається сідлом буртика. Воно призначене для фіксації гільзи в блоці. Буртик сидить точно в поглибленні так, щоб гільза повністю спиралася по всьому периметру сідла. Основними причинами зламу бурту гільзи є нерівності і перекоси в області сідла буртика в блоці циліндра. Необхідно, щоб поверхня була строго горизонтальна), а кромка поверхні сідла зрізана (під кутом прблизно 1х45 °).
4. Тріщини на поверхні гільзи.
Причиною появи тріщин в деталях є ненормальні умови їх роботи (сильний перегрів, швидке охолодження, ударні навантаження і т.д.). Виникнення тріщин може бути спровоковано порушенням технології ремонту. Причиною утворення тріщин на поверхні гільз може стати перетяжка болтів головки блоку циліндрів в деяких двигунах. У ряді випадків тріщина розвивається і призводить до повної поломки деталі. Збільшення тріщини залежить від типу деталі, матеріалу з якого виготовлена гільза, і перетину, по якому проходить тріщина. Для деталей поршневої групи тріщина майже завжди призводить до руйнування деталі і поломки двигуна.
Вибір способу відновлення зношених автотракторних деталей проводиться різними способами і залежить від виробничих можливостей ремонтних майстерень і економічно обгрунтованими міркуваннями :
1. Розточування під ремонтний розмір Спосіб розточування і хонінгування гільз циліндрів застосовується при зносі внутрішньої поверхні гільзи до діаметру, що перевищує граничний, при виникненні овальності і конусності на робочій ділянці більше допустимих розмірів. Залежно від величини зносу гільзи відновлюють розточуванням з подальшим хонінгуванням. Такий спосіб відновлення знайшов широке застосування при ремонті циліндропоршневої групи двигунів внутрішнього згорання.
2. Шліфування внутрішньої поверхні Внутрішні поверхні гільз циліндра шліфують до повного виведення слідів зносу. Після шліфування робоча поверхня гільзи піддається піскоструминному очищенню і оцинкуванню, можливе використання інших струминних методів.
3. Електроімпульсне нанесення покриттів.
Принцип даного способу заснований на тому, що при проходженні імпульсного розряду конденсатора через дріт напилюваного металу виникає вибухове плавлення дроту, в ході якого розплавлені дрібні частинки металу осідають на внутрішній поверхні гільзи. Основним недолік даного способу є те, що цей спосіб не годиться для відновлення гільз з великою величиною зносу, так як таким способом неможливо отримати покриття великої товщини.
4. Спосіб відновлення електролітичними покриттями.
Принцип методу полягає в тому, постійний електричний струм, проходячи через розчин електроліту, утворює в ньому позитивно і негативно заряджені іони. Позитивно заряджені іони притягуються до негативного електроду - катода, яким є металева деталь, і осідають на її поверхні.
Основними недоліками даного способу є маленька товщина шару покриття, велика часова тривалість нанесення покриття і нерівномірність шару, що наноситься
Основними недоліками даного способу є маленька товщина шару покриття, велика часова тривалість нанесення покриття і нерівномірність шару, що наноситься
5. Гальваномеханічний спосіб відновлення.
Даний спосіб є різновидом електрохімічного хонінгування, для охолодження використовують електроліт для нанесення обраного металу, і зводиться до електроосадження металу з одночасним хонінгуванням при незначному тиску брусків і до остаточного хонінгування для отримання необхідної геометрії поверхні, що обробляється. Тому весь технологічний процес здійснюється за допомогою однієї установки на певному обладнанні.
Суттєвим недоліком даного способу є висока вартість необхідного обладнання, матеріалів, які використовуються при відновленні.
Суттєвим недоліком даного способу є висока вартість необхідного обладнання, матеріалів, які використовуються при відновленні.
6. Відновлення способом постановки ремонтних втулок.
Спосіб відновлення внутрішньої поверхні гільз циліндрів дозволяє збільшувати відсоток повторно використовуваних гільз, в зв'язку з тим, що виникає ймовірність ремонтувати гільзи при зносі внутрішньої поверхні, що перевищує 0,4 мм.
Зовнішню поверхню втулки проточують з допусками на подальше доведення до номінальних розмірів гільзи після операції запрессування. Виготовлену втулку спочатку нагрівають до 300°С...400°С, а потім встановлюють на підготовлену ділянку гільзи. При охолодженні втулки відбувається обтиск гільзи, за рахунок цього відновлюється внутрішній діаметр гільзи. В кінцевому підсумку обробляють внутрішню і зовнішню поверхні гільзи під номінальні розміри.
Недоліком даного способу є подорожчання виробництва і ускладнення технологічного процесу.
ФОРСОВАНІ ВИПРОБУВАННЯ ПОРШНІВ ДВИГУНІВ ЯМЗ-238 НА МІЦНІСТЬ.
В.Е. Ференсов , студент магістратури
Науковий керівник – Сиволапов В.А., ст.викл.
У сучасних дизельних двигунах поршень підлягає дії високих теплових і механічних навантажень. Зважаючи на складну конфігурацію поршня не існує досить точних розрахункових методів оцінки міцності поршня в цілому і окремих його елементів. Найбільш напружені елементи поршня - міжкільцеві перемички і бобишки поршневого пальця. При створенні нових і вдосконаленні двигунів, що випускаються без проведення глибоких досліджень важко визначити оптимальну ширину міжкільцевих перемичок, вибрати конфігурацію бобишек і діаметр пальця. З цією метою вивчаються тепловий стан поршня і напруження його елементів. Зупинимося на методах оцінки останніх.
На бобишки діють сила газів і сила інерції поршня. Найбільші навантаження бобишки відчувають при максимальному тиску в камері згоряння pz, але в цей момент сили інерції поршня, що мають також найбільшу величину, діють в пробі протилежних напрямку, що трохи зменшує величину навантажень
Напруження в бобишках зростають через деформацію днища поршня. Деформації поршневого пальця (вигин і овалізація) також сприяють концентрації напружень в бобишках. Сукупність усіх факторів призводить до високої концентрації напружень на внутрішній кромці бобишки поршня, що може викликати утворення втомних тріщин на її поверхні.
При дослідженні з'єднання поршень - поршневий палець проводиться комплекс робіт, що включає визначення напрямку головних напружень в бобишках поршня (методом покриття крихкими лаками) з подальшим тензометрируваням при статичному прикладанні навантаження на спеціальному стенді (оцінка міцності бобишек при роботі на двигуні). При випробуваннях на стенді для рівномірного розподілу навантаження на днище поршня камеру згоряння заповнюють піском, на нього встановлюють гумову діафрагму, на яку діє тиск рідини, поміщеній в замкнутому просторі. Тиск в просторі над діафрагмою підвищують за допомогою ручного пристрою, по конструкції аналогічного насосу, що застосовується при перевірці якості розпилювання палива форсункою. Робоче тіло - дизельне паливо, для контролю тиску встановлюється манометр. Для вимірювання тиску використовують дротові тензодатчики з базою 10 мм, які наклеюють так, як показано на рис. 1. Навантаження та розвантаження робляться відповідно від 0 до 11 Мпа і навпаки з інтервалами 1 Мпа; при кожному значенні тиску вимірюють напругу в бобишках.
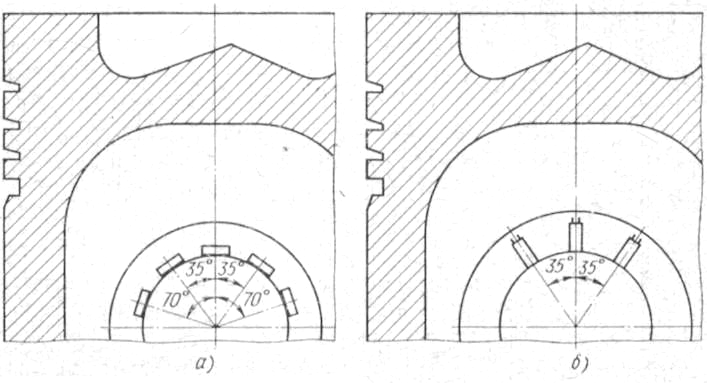
Рис. 1. Розташування тензодатчиків на поршні при визначенні напружень: а - розтягування; б - стиснення.
Порівняльна простота зазначеного методу дозволяє за короткий проміжок часу оцінити різні конструктивні варіанти з'єднання поршень - поршневий палець. Так були випробувані варіанти оребрення бобишек поршня, деконцентраторів (фаски і конуса на циліндричній поверхні з внутрішньої сторони бобишки), поршневі пальці з різними внутрішніми та зовнішніми діаметрами. Крім того, була встановлена залежність підвищення напружень на внутрішній поверхні бобишки від навантаження, що імітує силу газів: напруги збільшуються на 17% зі зростанням навантаження на днище поршня на кожний 1 Мпа.
Завершальний етап дослідження міцності бобишки - оцінка їх міцності при роботі на двигуні і прогнозування терміну служби поршня. Проведення експлуатаційних випробувань з цією метою вельми складно, особливо при виборі матеріалу поршня і способу термообробки, коли необхідні порівняльні випробування декількох варіантів. Щоб форсувати випробування бобишек поршня, доцільно збільшувати напруження в них безпосередньо на працюючому двигуні. Щоб підвищити максимальний тиск згоряння, випробування проводять зі збільшеним кутом випередження впорскування. У цьому випадку напруження в бобишках зростають в 1,5 рази. При такому збільшенні напружень можна очікувати різкого скорочення тривалості випробувань, тому були використані ще два способи підвищення напружень, знайдені при дослідженні напружень в бобишках на спеціальному стенді.
Перший спосіб полягає у введенні фаски на поверхні бобишки з внутрішньої сторони. У цьому випадку напруження на торці бобишки зростають в 10 разів.
Другий спосіб підвищення напружень - збільшення внутрішнього діаметра поршневого пальця, тобто зменшення моменту опору перерізу. Зниження останнього на 10% призводить до збільшення напружень на торці бобишки в 2 рази.
За вказаною методикою проводяться випробування поршнів на двигуні протягом 250...300 годин, виходи з ладу поршнів відзначаються вже через 100 годин роботи, до 300 годин ймовірність справної роботи поршнів досягає 0,6.
Перша кільцева перемичка є одним з найбільш навантажених елементів поршня. Максимальні напруження в основі перемички виникають в момент досягнення в камері згоряння максимального тиску. Найбільш доцільно оцінювати міцність перемички експериментальним шляхом.
При роботі двигуна на моторному стенді створюються умови, які по тепловим і механічним навантаженням значно перевершують експлуатаційні. З формули, наведеної вище, видно, що навантаження на перемичку ростуть з підвищенням pz. Зміна pz до 11...12 Мпа досягається збільшенням кута випередження впорскування, одночасно в 2...3 рази підвищується швидкість наростання тиску. У цих умовах напруження в основі перемички зростають в 1,7 рази. Крім того, слід врахувати, що при збільшенні кута випередження впорскування температура в зоні першої перемички підвищуються на 50...60°С, що супроводжується зниженням межі міцності матеріалу поршня. Для алюмінієвих сплавів, що застосовуються для виготовлення поршнів, межа міцності в цьому діапазоні температур зменшується на 20...35%.
При роботі двигуна на моторному стенді створюються умови, які по тепловим і механічним навантаженням значно перевершують експлуатаційні. З формули, наведеної вище, видно, що навантаження на перемичку ростуть з підвищенням pz. Зміна pz до 11...12 Мпа досягається збільшенням кута випередження впорскування, одночасно в 2...3 рази підвищується швидкість наростання тиску. У цих умовах напруження в основі перемички зростають в 1,7 рази. Крім того, слід врахувати, що при збільшенні кута випередження впорскування температура в зоні першої перемички підвищуються на 50...60°С, що супроводжується зниженням межі міцності матеріалу поршня. Для алюмінієвих сплавів, що застосовуються для виготовлення поршнів, межа міцності в цьому діапазоні температур зменшується на 20...35%.
Дана методика широко застосовується при виборі висоти перемички, при оцінці міцності поршнів, виготовлених з різних сплавів або з різною термообробкою. У тому випадку, коли оцінюють матеріал поршня, висоту перемички зменшують на 2...3 мм, щоб скоротити час випробувань. Висока вірогідність результатів випробувань виходить при тривалості їх 200...250 годин, тобто при зменшенні ймовірності справної роботи до 0,6...0,7. Коефіцієнт еквівалентності Ке = 24.
ЗНИЖЕННЯ МОНТАЖНИХ ДЕФОРМАЦІЙ ГІЛЬЗ ЦИЛІНДРІВ
Пелехатий С.О., студент 4 курсу
Пелехатий С.О., студент 4 курсу
Науковий керівник – Сиволапов В.А., ст.викл.
Досвід створення поршневих двигунів свідчить про необхідність ретельного відпрацювання конструкції блоку циліндрів для зменшення монтажних деформацій гільз в зборі з ним і його головкою. Найбільше значення має розміщення різьбових гнізд під шпильки кріплення головки блоку, а також вдосконалення силової схеми циліндрової частини блоку.
Основне завдання конструктивного відпрацювання циліндрової частини - запобігання надмірної концентрації напружень та пов'язаних з нею деформацій гнізд, що служать для упору і монтажу гільз циліндрів. Одним із шляхів вирішення даної задачі є раціональне оребрення циліндрової частини блоку. У конструкції, наведеній на рис. 1,а, немає взаємноого силового зв'язку між бобишками для кріпильних деталей. При введенні відповідноого зв'язку у вигляді кільцевої стінки (рис. 1, б) підвищується жорсткість в зоні гнізда для упору і монтажу гільзи циліндрів.

Рис. 1. Конструкції циліндрової частини блоку:
а - вихідна; б - змінена
На рис. 2 наведено емпіричний закон розподілу деформації великої кількості гільз, встановлених в блоки, після затяжки шпильок кріплення головки блоку. Як випливає з порівняння графіків, введення кільцевої стінки дозволяє зменшити максимальну деформацію циліндрів на 37%. Середньостатистичні значення деформацій гільз зменшилися приблизно в 2 рази. Звертає увагу чітко виражена монотонність статистичної кривої розподілу деформацій в циліндричної частини блоку з кільцевої стінкою, внаслідок чого ця крива значно менше відрізняється за формою від теоретичної кривої Гаусса, ніж при початковій конструкції. У разі зменшення відповідної деформації поліпшуються умови роботи всіх деталей циліндропоршневої групи. З огляду на позитивний вплив зміни силової схеми циліндрової частини блоку, цю конструкцію впровадили при освоєнні серійного виробництва чотиритактних дизелів ЯМЗ.

Рис. 2. Емпіричний закон розподілу деформацій гільз циліндрів після затягування гайок кріплення головки до блоку (Р - частоста в інтервалі деформацій): 1 - при початковій силовій схемі; 2 - при зміненій силовій схемі
Одним з відповідальних елементів блоку циліндрів є опорні поверхні під бурти (фланці) гільз, так як від точності виконання їх розмірів в значній мірі залежить робота деталей циліндропоршневої групи дизеля. У вихідному технологічному процесі механічна обробка опорних поверхонь під упорні бурти-фланці гільз, а також їх верхніх і нижніх посадочних поясів проводилася рухом різців з осьової подачею за дві операції з різних установок. При цьому методі обробки ускладнюється виконання вимог площинності опорних поверхонь і перпендикулярності їх загальної осі посадочних поясків під установку гільз, що негативно позначалося на деформації останніх і підвищувало контактні напруги на опорній поверхні блоку і упорної поверхні бурту гільзи і їх контактний знос. Крім того, для компенсації неперпендикулярності опорної поверхні блоку під бурт гільзи до загальної осі посадочних поясків блоку для установки гільзи на блоках, виготовлених по вихідній технології, щоб уникнути деформації гільз, був збільшений зазор по нижньому пояску між гільзою і блоком циліндрів на
0,13 мм, тобто до 0,18…0,26 мм. Внаслідок цього зросла амплітуда коливання гільз, що негативно позначилося на довговічності як гільз, так і блоку циліндрів.
0,13 мм, тобто до 0,18…0,26 мм. Внаслідок цього зросла амплітуда коливання гільз, що негативно позначилося на довговічності як гільз, так і блоку циліндрів.
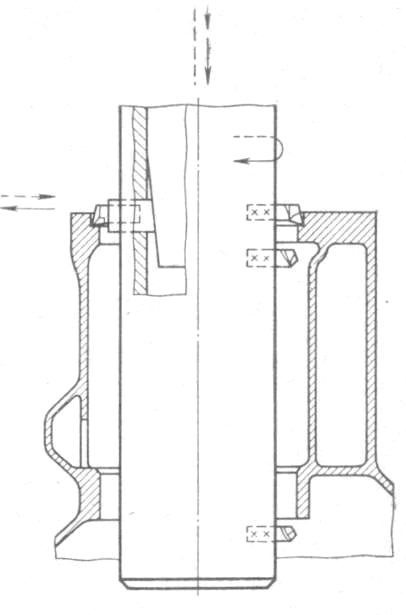
Рис. 3. Схема обробки посадочних поверхонь в блоці під гільзу (суцільні стрілки - напрям робочого руху; штрихові стрілки - напрям зворотного руху
Для усунення зазначених недоліків був застосований новий метод обробки опорних поверхонь блоку під опорні поверхні буртів гільз, а також обробка поверхні поясків під гільзи в одну операцію і за одну установку. При цьому обробка опорної поверхні під бурт гільзи осьової подачею інструменту була замінена точінням різцем з радіальної подачею (рис. 3). Це дозволило зменшити зазор в нижньому поясі між гільзою і блоком циліндрів до 0,05…0,09 мм і відповідно зменшити коливання гільз циліндрів в дизелі, а також знизити контактні напруги між опорною поверхнею блоку і опорною поверхнею бурту гільзи. Зменшення зазору між гільзою і блоком в нижньому поясі позитивно вплинуло на запас стійкості по кавітаційному руйнуванню. В результаті зменшення коливань гільз покращилася також герметичність стику гільзи з блоком циліндрів.
ДОСЛІДЖЕННЯ НАДІЙНОСТІ ДВИГУНІВ І ЇХ ЕЛЕМЕНТІВ ПРИ ЕКСПЛУАТАЦІЇ І РЕМОНТІ
Мірошниченко А.С. - студент 1 курсу магістратури факультету конструювання та дизайну
Науковий керівник – Сиволапов В.А., ст.викл.
Питання дослідження та визначення рівня надійності двигунів вирішуються ефективніше і простіше, якщо деталі і вузли досліджуваних об'єктів умовно об'єднати в групи з близької довговічністю. Критеріями для об'єднання деталей і вузлів в групи є:
рівень довговічності, який планується в залежності від призначення, складності та вартості елементів конструкції з урахуванням їх функціонального зв'язку;
рівень трудомісткості заміни деталі або усунення її відмови.
Проведені дослідження визначили доцільність об'єднання деталей і вузлів двигунів в три основні групи, які відрізняються між собою як діапазоном довговічності, так і трудомісткістю усунення відмови.
Перша група - деталі та вузли, довговічність яких більше або дорівнює довговічності двигуна до списання. Відмови деталей даної групи вимагають для свого усунення повного розбирання двигуна, тобто характеризуються максимальною трудомісткістю усунення несправності, і є одним з критеріїв необхідності проведення капітального ремонту двигуна. Всі деталі даної групи відновлюються, тобто при капітальному ремонті двигунів допускається їх відновлювати шляхом шліфування, притирання, розточування, нарощування та інше. Рівень надійності деталей і вузлів цієї групи оцінюється параметрами довговічності до ремонту і безвідмовності до заміни. До цієї групи належать базові і основні деталі двигуна: блок циліндрів, колінчастий і розподільчий вали, головки блоку, картер маховика, шатуни та інші.
Друга група - деталі та вузли, довговічність яких менше довговічності двигуна до списання, але більша або дорівнює його довговічності до першого капітального ремонту. Заміна деталей даної групи здійснюється, як правило, не раніше першого капітального ремонту двигуна. Рівень надійності деталей і вузлів даної групи оцінюється параметрами довговічності і безвідмовності. До цієї групи деталей і вузлів відносять в більшості випадків поршні, гільзи, підшипники розподільчого вала, деталі механізму газорозподілу, сальникові ущільнення колінчастого вала і ін.
Третя група - деталі та вузли, ймовірна довговічність яких нижче довговічності двигуна до першого капітального ремонту. При досягненні двигуном певного напрацювання деталі і вузли цієї групи допускається відповідно до рекомендацій заводу-виготовлювача або за ознакою незадовільної їх роботи замінювати або ремонтувати, щоб підтримати заданий рівень надійності і ресурсу двигуна в цілому. Надійність деталей і вузлів цієї групи оцінюється як параметрами безвідмовності, так і параметрами довговічності. До числа деталей цієї групи відносяться: поршневі кільця, вкладиші корінних і шатунних підшипників колінчастого вала, прокладки головок блоку, деталі ущільнення водяного насоса, розпилювачі форсунок та інші.
Для заміни деталей другої і третьої груп потрібне часткове розбирання двигуна. Роботи з усунення відмов можуть проводитися безпосередньо на тракторі (без зняття двигуна) і, отже, характеризуються значно меншою трудомісткістю в порівнянні з трудомісткістю заміни або відновлення деталей першої групи.
Першим етапом дослідження надійності двигунів і деталей кожної з груп є визначення кількісних показників їх довговічності, безвідмовності і ремонтопридатності, розрахунок яких базується на використанні основних положень теорії ймовірностей і математичної статистики. За отриманими показниками оцінюють рівень фактичної надійності двигунів щодо заданих нормативів, а також зіставляють рівні надійності деталей всередині кожної з груп. Результати цього етапу - основа для більш глибокого аналізу результатів експлуатації двигуна в реальних умовах.
Подальше дослідження ведеться в двох напрямках:
1) визначення рівня довговічності і безвідмовності двигунів по роках випуску в ідентичних умовах експлуатації;
2) спільний аналіз рівня надійності двигунів і умов їх експлуатації для визначення впливу окремих експлуатаційних факторів або їх комплексу на надійність двигунів.
До основних експлуатаційних факторів відносяться кліматичні і польові умови, швидкісні і навантажувальні режими, тепловий режим роботи і його стабільність, паливно - мастильні матеріали та охолоджувальні рідини, число циклів включення (виключення) режимів, система , періодичність та рівень технічного обслуговування, а також якість ремонту. Облік цих факторів вимагає проведення в експлуатуючих організаціях спеціальних досліджень, що здійснюється дослідниками відповідно до розроблених для цього програмами.
Дослідження по виявленню комплексу показників довговічності і безвідмовності дозволяють:
оцінити ефективність впроваджених конструкторско-технологічних заходів по двигуну в цілому і його елементів;
виявити вплив навантаження двигуна на його надійність за питомою експлуатаційною витратою палива;
зіставити рівень надійності двигунів за роками їх випуску і порівняти з рівнем надійності двигунів інших марок.
Дослідження, що проводяться за другим напрямом, дають можливість:
виявити залежність показників довговічності і безвідмовності від рівня технічного обслуговування, якості застосовуваних масел, кліматичних і польових умов експлуатації, кваліфікації водіїв і ремонтників, досвіду експлуатації і т. п.;
визначити потенційну і оптимальну працездатність виробу до ремонту або списання, а також оптимальну періодичність і обсяг технічного обслуговування;
намітити передбачувану причину виникнення відмови з перевіркою вірогідності гіпотези в лабораторних умовах;
знайти залежність показників довговічності і безвідмовності виробів і їх складових елементів, використовуючи кореляційну залежність цих показників від умов експлуатації виробу, і вивести середні показники для оцінки середнього рівня надійності по країні і нормування запасних частин.